卷筒紙凹版印刷機
日期:2020-08-07 17:03 作者:admin
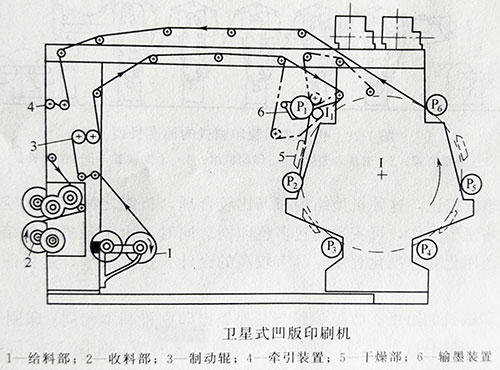
卷筒紙凹版印刷機是指用卷筒紙進行凹版印刷的機器。按滾筒部件的排列形式有兩種機型,即衛星式凹版印刷機和機組式凹版印刷機衛星式卷筒紙凹版印刷機。
星式凹版印刷機是在大的共用壓印滾筒周圍設置各色凹版滾筒的凹版印刷機,其基本構成如圖所示。
本機承印物由給料部解卷后經傳紙輥進入印刷裝置,可連續完成六色套印;也印裝置完成一面單色另一面五色的印刷。印刷后由收料部進行復卷。
由于各色組印刷尺寸不同,印版滾筒的直徑也就有所不同,因此,印版滾筒與壓印滾筒的距應能進行調整。一般而言,都是通過改變印版滾筒的高低位置和左右位置來實現的。
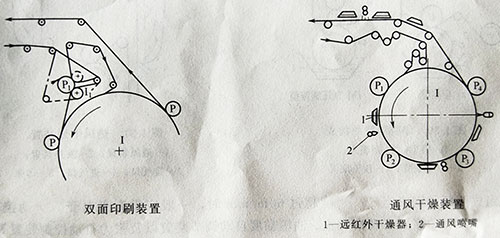
若在第一色印刷機組設置雙面印刷裝置,可以實現單面多色或一面單色,另一面多色印刷的要求,其基本原理如圖1-27所示,在第一印版滾筒右側增設一壓印滾筒1。增設的壓印滾筒有兩工作位置。根據需要可進行調整。當進行單面多色印刷時,增設的壓印滾筒處于圖示實線位置,承印物按圖示實線傳送路線從印版滾筒與增設壓印滾筒1(實線)中間通過,進行第一色印刷,而后進行其他各色印刷。當雙面印刷時,將增設壓印滾筒調整到圖示虛線位置,這時改變走路線,使承印物按圖示點劃線所示方向傳送,承印物則可在印版滾筒與增設壓印滾筒1(虛線)中間通過進行一面的單色印刷,而后,從第二色組開始進行另一面的印刷。
由于衛星式凹印機機組間的空間距離很短,干燥裝置一般選用結構緊湊的遠紅外線干燥器其基本布局如圖128所示。由于塑料薄膜的熱變形較大,所以應特別注意合理控制干燥溫度。
機組式卷筒紙凹版印刷機
機組式凹版印刷機的標準機型如圖所示。
與衛星式凹印機相比,這種機型結構布局比較合理,機組之間有較大空間,有利于設備的安裝與調整,并便于操作,可實現高速多色印刷,同時,由于各機組的結構相同的系列化、通用化和標準化程度,具有較高的設計、技術水平,是目前卷筒紙凹印標準機型。
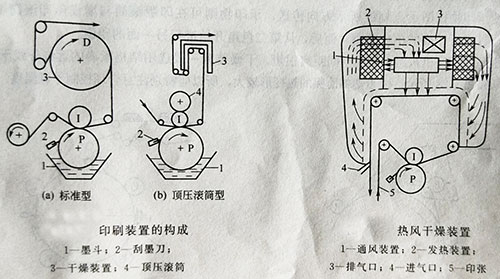
機組式凹版印刷機的給紙、收紙裝置與其他類型印刷機基本相同。印刷裝置按印刷滾的構成形式分類,主要有兩種類型,即標準型和頂壓滾筒型,如圖所示。頂壓滾筒為了增加壓力實現油墨的良好轉移。一般凹版印刷機所需印刷壓力為12~15MPa。
機組式凹印機的干燥裝置主要有兩種類型,即干燥滾筒型和熱風干燥裝置。
干燥滾筒型:采用水蒸氣加熱或電加熱方式使干燥滾筒表面輻射熱能,印品直接與干燥滾筒表面接觸使印跡固化,圖 所示干燥裝置就屬此種。這種干燥裝置干燥效果較目前得到廣泛應用,但容易引起印品的伸縮變形。
熱風干燥裝置:下圖為熱風干燥裝置的基本構成。本裝置由發熱裝置、通風裝置和排氣口等組成熱風干燥室,印張從熱風干燥室內通過進行干燥。通過調整風量大小來控燥速度,采用這種干燥裝置,印張變形較小,有利于保證印品質量。印張經熱風干燥后一般還應由冷卻輥進行冷卻。
機組式凹版印刷機當印刷速度超過60m/min時,一般應設有光電套準自動控制裝置、自動正位裝置、印品同步觀察裝置、油墨粘度自動調節裝置以及張力自動控制裝置等附屬裝置,附屬裝置是現代機組式凹印機的重要組成部分,基本決定了整機的工作性能和技術水平。
1.套準與檢測裝置保證機組之間一定的套準精度,其套準誤差一般不超過0.1套準誤差的調整包括縱向套準誤差和橫向套準誤差的調整。
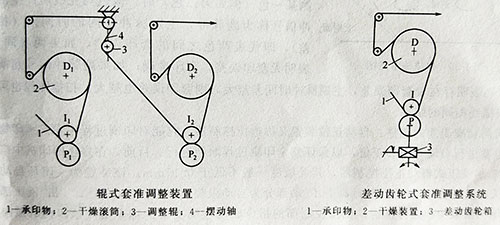
縱向套準誤差調整:縱向套準誤差即沿承印物進紙方向套準誤差。縱向套準誤差的調整種方式,一種是改變各色機組之間紙帶通路的長度以調整縱向印刷位置,如圖1-32所示,這種裝置結構簡單,調整方便,在凹印機中得到廣泛應用;另一種是通過改變各印版滾筒周向回轉角度來實現縱向套準誤差的調整,如圖1-33所示,在各機組印版滾筒的傳動齒輪與主動軸之間設置差動齒輪箱,通過差動齒輪使印版滾筒轉動一定角度,以達到改變印版滾筒周向位置之目的,實現縱向套準誤差的調整。
縱向套準自動控制系統:在多色、高速凹版印劇機中應設置縱向套準自動控制系統保證在印刷過程中能及時、快速、自動地調整套準誤差,自動控制系統的基本原理如圖所示。
從第二個印刷單元起裝有光電掃描頭S2、S3、S4,分別檢測各單元的套印標記。檢測信號送入自動套準裝置電子控制臺,經三個獨立的數控電路運算處理后,發出補償調整信號,控制調整電機M2、M3、M4,驅動補償調節輥擺動,調節印刷單元間卷筒印刷材料的張力,從而校正套印誤差。P·G為脈沖信號發生器,隨著某印版滾筒轉動,發出系統的同步控制脈沖。D1~D4為干燥器。
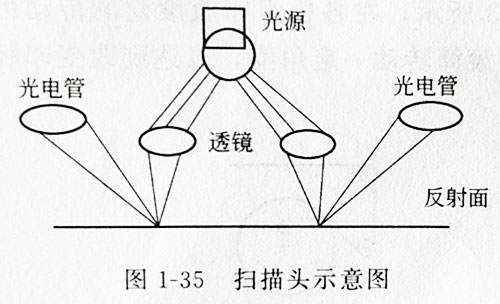
目前印刷機上對圖像信號的輸入普遍采用CCD掃描技術,套印標記的檢測方法分為平放式和垂直式兩種。
掃描頭由一個光源、兩個聚光透鏡和兩個光電倍增管組成。
在印刷過程中,掃描頭監視印刷品上的套印檢測標記。馬克線在掃描頭下通過時,進入光電倍增管的光量發生變化,光電倍增管將光量變化轉換為電流變化,輸出一個電流脈沖,一般以第一色的馬克線為基準。其產生的脈沖信號稱為主脈沖,檢測某一色(例如第二色)時,該色馬克線所產生的脈沖信號稱為副脈沖,主副脈沖之間的時間差(相位圖1-35掃描頭示意圖 差),即代表兩色之間的套印誤差,如果兩者同步 表明無套印誤差,套印準確;如果副脈沖信號超前或滯后,則表明存在著套印誤差,主副脈沖時間差越大,則套印誤差也越大。掃描圖像也可得到與掃描線相同的結果。
橫向套準誤差的調整:自動正位裝置又稱邊位控制器,它能對印刷過程中卷筒承印物的橫向位置進行自動導向和正位,以保證整個印刷過程順利進行。目前,在多色凹印機中廣泛采用氣動液壓式自動正位控制器,其靈敏度一般不低于0.15mm。該裝置為一閉環自動控制系統,由氣動與液壓兩部分組成。氣動部分為自動跟蹤檢測部,發出調整指令;液壓部分為液壓伺服機構和執行機構,根據控制部的指令驅動卷筒支架的拖車實現承印物的橫向位移,其控制調整原理如圖所示。
電機通電后,恒壓風機和液壓泵同時啟動。恒壓氣流沿風道進入壓差式傳感器的側氣室。側氣室有兩個風道,一路將氣流送入壓差式傳感器的橡膠膜片下腔,另一路通過氣流噴嘴和氣流檢測器對承印物邊緣的位置進行檢測。
如果承印物的邊緣有橫向偏移量,那么氣流檢測器輸人橡膠膜片上腔的氣流就會產生氣流變化,即上腔與下腔出現壓力差,則由傳感器內部的二位四通閥放大發出開關閥體信號,以改變閥體位置,作為液壓油缸的位移指令,以驅動液壓油缸活塞運動,帶動卷筒支架拖車沿導軌橫向移動,以改變承印物邊緣的橫向位置。
2.印品同步觀察裝置在印刷過程中不停機觀察印品的 Q色彩和套準的瞬間變化情況而設置的監視系統,即印品在線檢測系統。該系統通過圖像采集單元(如CCD攝像鏡頭),先對定數量的合格產品進行圖像采集,去除隨機因素的影響,獲得印刷版面的標準圖像作為模板,然后在印刷生產線上采集待檢圖像,將采集到的每一幀待檢圖像與標準圖像進行對比分析,根據比較結果確定生產線上的產品是否符合質量要求,是電針棒;3一半導體層壓力否存在缺陷并判斷缺陷的位置。找出有質量問題的圖像,從而發現該圖像所對應印刷品的質量問題,最后調節相應的印刷部件,實現對印刷品質量的在線控制。
3.油墨黏度自動調整裝置由于溶劑的不斷揮發,使油墨的黏度上升而流動性下降,設置油墨黏度自動調整裝置,以保證印刷過程中油墨性能的穩定性。
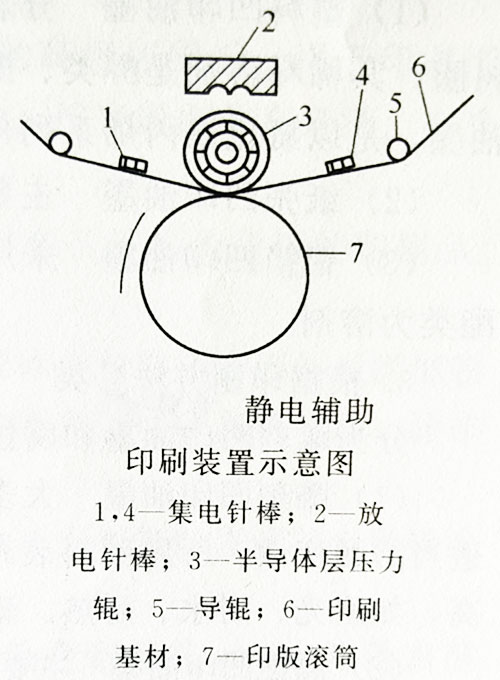
4.靜電輔助印刷裝置設計靜電壓印滾筒,以提高印版上油墨的轉移率,這種方法被稱之為靜電輔助印刷。靜電輔助印刷是以壓印滾筒作為正極,印版滾筒作為負極,在電場作用下,使帶有負電荷的油墨向帶有正電荷的承印物表面轉移。靜電輔助印刷裝置的主要部件有:靜電發生器、放電針排、消電荷針排等,如圖所示。