全國服務熱線
0755-32810288
0755-32810288
塑料薄膜進行印前表面預處理的方法很多,總體可分為化學處理法、火焰處理法、電暈放電處理法、紫外線輻射處理法等。
化學處理法主要是在薄膜表面導入極性基團或用化學試劑去除薄膜表面的助劑,以提高薄膜的表面能。
火焰處理法的工作原理是:讓塑料薄膜快速通過距內焰10~20mm處,利用內焰的溫度,空氣激化產生自由基、離子、原子等,在薄膜表面進行反應,形成新的表面組分,改變薄膜的表面性質,以改善對油墨的附著性。處理后的薄膜材料要盡快印刷,否則,新生的表面很快又被污染,影響處理效果。火焰處理法難以控制,現在已被電暈放電處理法取代。
電暈放電的工作原理是主要讓薄膜通過一電壓場,電壓場產生高頻振蕩脈沖迫使空氣電離。電離后氣體離子撞擊薄膜使其粗化提高薄膜的比表面積,同時游離的氧原子與氧分子結合生成臭氧,在表面生成極性基團,最終提高塑料薄膜的表面張力,有利于油墨和黏合劑的附著。
以上處理均為提高塑料薄膜表面能,除此還要進行抗靜電處理。塑料薄膜加工過程、印刷過程都容易產生靜電積累現象,而大多薄膜絕緣性很好,無法將產生的電荷通過傳導而消失。靜電電荷如不排除,會使墨層干燥不透,收卷后印品易粘連造成廢品;此外,會增加薄膜印后加工的難度。抗靜電處理的方法有兩種:第一,在塑料薄膜加工過程中,添加適量的抗靜電劑;第二,在凹版印刷機中使用靜電處理裝置。此類裝置能使空氣電離生成陰、陽離子氣體,將氣體噴到薄膜的表面,可起到消除靜電的作用。前一種方法能長時間抗靜電,后種方法只能暫時去除靜電,現在主要使用第一種方法進行抗靜電處理。
凹版卬刷質量控制
為了得到優良的凹版印刷質量,凹版印刷需要對印前和印刷過程進行有效的控制一、凹版印前質量控制在凹版印前制作中,需要對設計的圖文進行適當的修改,使其盡可能滿足凹印的要求其中,線條、文字和色彩等只有設計和控制合理,才能達到理想的印刷效果。
凹版印前質量控制的重點是原稿圖文信息處理、色彩管理、層次校正、色彩校正和灰平衡控制等方面。為了套印的需要,細小的線條、文字不能采用多色套印,且文字字號不應小于5號字,字高不得小于2mm;線條線寬不得小于0.1mm。套色的圖案上不能有細小的反白字,更不應該在套色圖案上留空,套上其他細小文字。對人像等要求套印較嚴的版,黑藍、紅、黃版中間盡量不隔其他色版,為了印刷的需要,條形碼應安排使線條方向與版筒圓采用金屬油墨或淺色油墨印刷。如果有條件的話,大實地底色與層次圖案版最好分開制版實地底色盡量采用專版。掛網版必須充分考慮80%和5%這兩個顏色跳躍區,漸變掛網時最小網點極限應在10%以上,可印刷的最小網點面積率為15%~25%,盡量不做大面積掛淺網,以免大批量印刷時造成網點丟失。另外,透明油墨和金屬油墨必須采用專色版。
凹版印刷過程質量控制
在凹版印刷中,影響產品質量的因素很多,這里主要以輪轉凹版印刷機,承印物為塑料薄膜包裝裝潢類印刷為例。
1.明確表印和里印印刷據印刷方式是表印還是里印確定薄膜種類、區分電暈處理面:確定印版滾筒的類型(反版或正版);為油墨選用不同類型的稀釋劑等。
2.印刷車間溫度、濕度控制印刷車間溫度過高,濕度過大容易導致印刷品出現回粘、退色、色轉移、粘連、牢固度差等現象,嚴重時還會使油墨分解、印不上色。如果車間過于干燥,在高速度印刷時會產生靜電,使油墨在薄膜上游動;而在低速度印刷時,則會印刷品無光澤,出現干版、糊版等現象。一般印刷相對混度控18~25℃,相對濕度控制在55%~75%為宜。
3.凹版滾筒定位平衡,凹版滾筒的平衡取決于印刷機和版輥,以及安裝的影響。安裝時要根據印版滾筒上的對版線和印版滾筒的長度確定好各色印版滾筒的位置,并安裝牢固。
4.印刷壓力要合適,凹版印刷的壓力主要來源于壓印膠輥橡皮布的壓縮變形。不同厚度和不同平滑度的承印物,印刷時需要的壓力量是不同的。要提高凹印質量,必須對印刷壓力進行控制。膠壓力過大,印刷圖案會出現重影、不清晰、無光澤等現象;膠輥壓會出現淺網部色、文字部分不清晰等。膠輥不平整,會出現漏印不勻等現象,因此應選用高質量的膠輥,在印刷時調節好膠輥的壓力。
5.刮刀角度的調節控制刮刀與印版滾筒間的角度根據網穴深淺和印刷速度一般控制調整時應注意刮刀和壓印膠輥間的距離,要跟印刷速度相配合。同據印版圖文的網穴深淺、疊印次序調整刮刀的壓力。
6.油墨的工作黏度調節控制油墨黏度過低,會產生過多氣泡,載體帶動色料的能減弱,從而導致印品表現白點、印刷圖文顏色過淺或細線條和小文字變租等問題。油墨黏度過高,油墨的流動性會變差,印刷時油墨流平性變差。油墨的工作黏度一方面要考慮印刷速度,印刷速度快,應選擇快干型稀釋劑;印刷速度慢,應選擇慢干型稀釋劑。另一方面,在印刷過程中還要及時補充揮發掉的稀釋劑,而且最好與油墨混合一起加入墨斗中,以保證印刷品的一致性。
7.張力控制凹版輪轉印刷離不開張力控制,在印刷過程中,有各種環節和因素會引起張力變化,并導致材料的變形,套印誤差增大。一般凹印機的上料、下料處都安裝了磁粉張力控制系統,對張力進行自動控制,一些高檔凹印機還在各色組安裝了電腦跟蹤、自動控制系統。對于沒有電腦套色系統的印刷機。各色組的張力就要靠人工來調整。調整時要綜合考慮印刷速度和張力的大小。
8.干燥系統要配套干燥系統影響著凹印機的速度。從單烘箱到雙烘箱和多功能烘箱烘道,無論哪種干燥系統,其主要作用相同,一是提高印刷機速度,二是提高油墨在薄膜表面的附著牢度,使油墨中稀釋劑徹底干燥,防止假干,造成回粘或制袋后產生異味。因此,干燥系統應與印刷機速度配合好,再根據印刷品上圖案面積的大小來調整烘箱溫度和風量。
一般凹版印刷機每印完一色以后要求油墨中的溶劑能夠快速的揮發掉,因此在每個印刷機組后都安裝有干燥裝置,采用電加熱或蒸汽加熱的方式加熱空氣,并使熱空氣通過噴嘴吹到承印物表上,促使油墨中的溶劑快速揮發,再由排氣扇將廢氣帶出機外。烘干溫度應根據油墨類型、承印物的不同、印刷面積大小而定,對于溶劑型凹印油墨。如進行紙張印刷時對大面積色塊或滿版印件,溫度一般控制在40~80℃;線條、文字等細小圖案,干燥溫度般控制在40~60℃:醇溶性光油干燥溫度一般控制在70~110℃。水性凹印油墨也以揮發干燥為主,但干燥墨膜的復溶性比溶劑型油墨差,如印刷鋁箔酒標,烘干溫度在100℃以上;塑料薄膜印刷烘干溫度在50~60℃為宜。水溶性光油干燥溫度一般控制在80~120℃干燥風力應比使用溶劑型油墨強。
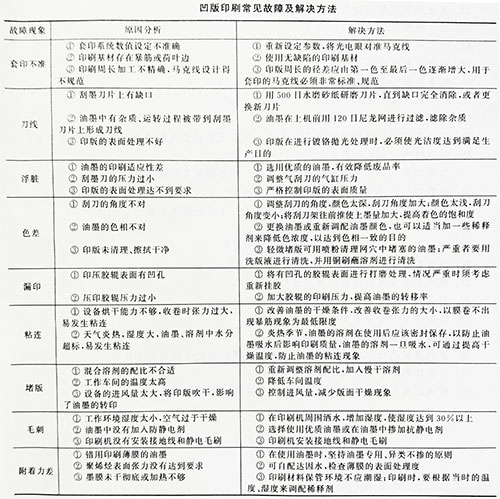
凹版印刷常見故障及解決方法
凹版印劇中,有很多因素影響印刷質量。表1-1列出常見故障及解決方法。